
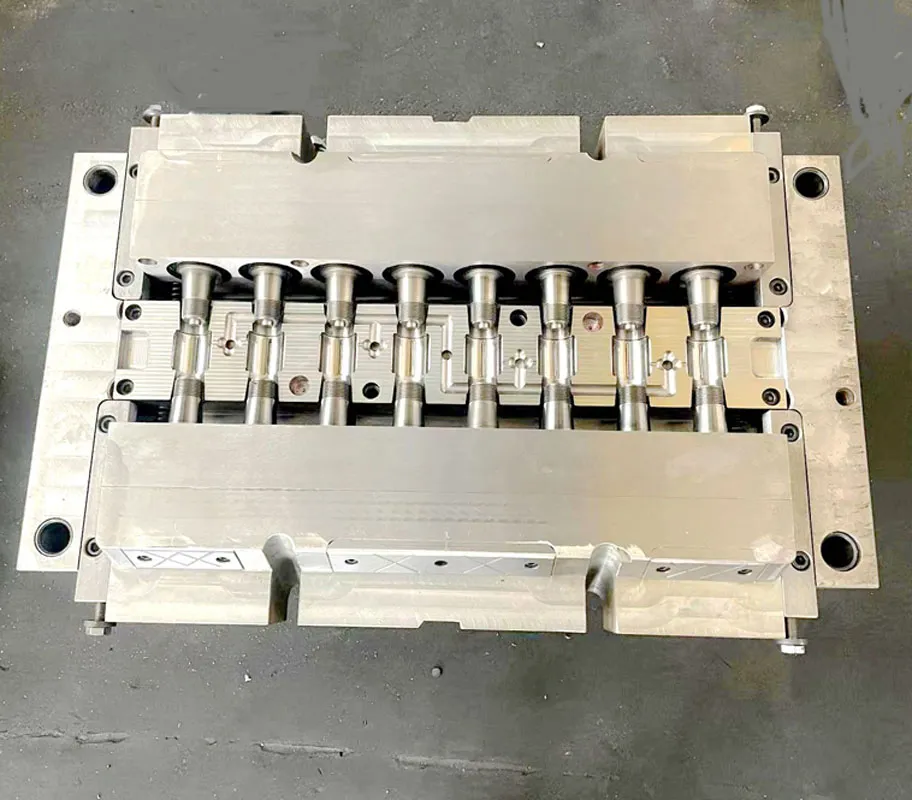
Molde de encaixe de tubo de cotovelo UPVC 90 °
Nome do molde:Molde de encaixe de tubo de cotovelo UPVC 90 °
Cavidade: 8 cavidades
Tamanho do molde: 50m ou 75mm
Aço do molde: Alemanha2316 china2316 or4cr13 para cavidade e núcleo
Portão: portão direto
estrutura do molde: pino de ângulo
Dureza do núcleo/cavidade: HRC 40-45°grau após tratamento térmico a vácuo
Máquina de moldagem por injeção: 450 T
Problema de injeção de PVC e a solução
1. Falta de material: O fenômeno de que o molde não pode ser preenchido ocorre frequentemente no processo de conexões para tubos de injeção. Quando a máquina de moldagem por injeção começou a funcionar, devido à temperatura do molde ser muito baixa, a perda de calor do material fundido de PVC é grande, fácil de produzir solidificação precoce, a resistência da cavidade do molde é grande e o material não pode ser preenchido com a cavidade do molde. Este fenômeno é muito normal, mas também temporário, após a injeção contínua do modelo digital desaparecerá automaticamente. Se o molde não puder ser preenchido o tempo todo, considere as seguintes situações e faça os ajustes apropriados:
1: a temperatura do material de injeção é baixa e a fluidez é baixa, portanto a temperatura de aquecimento pode ser aumentada adequadamente para melhorar a plastificação e a fluidez do material.
2: O ciclo de moldagem por injeção definido é curto ou material insuficiente, pode ser apropriado para aumentar o tempo de injeção e aumentar a quantidade de sol.
3: Se a pressão definida for muito baixa ou o tempo de conversão da pressão de injeção para a pressão de retenção for muito precoce, a pressão de injeção poderá ser aumentada adequadamente ou o tempo de conversão da pressão de retenção poderá ser ajustado.
4: a velocidade de injeção é baixa, a velocidade de injeção pode ser aumentada adequadamente.
5: o tamanho da estrutura do sistema de canal de fluxo é pequeno, pode ser apropriado para aumentar o volume do canal principal, de derivação ou do portão para ser maior
6: a exaustão do molde não é boa, pode ser apropriado modificar a posição da comporta ou abrir uma ranhura de exaustão.
7: o molde de enchimento de parede fina é difícil, pode ajustar a estrutura do produto ou alterar o sistema de portão.
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
conversamos








 Whatsapp
Whatsapp Telefone
Telefone